








為掌握某廠空氣分離裝置中部分容器和管道的安全運行情況,引入基于風險的檢驗(RBI)技術,對裝置中的26臺壓力容器及163條壓力管道進行風險評估,通過RBI軟件對設備失效可能性及失效后果嚴重程度進行計算,確定了設備的風險等級。根據風險等級及潛在的失效模式,制定了基于RBI技術的定期檢驗策略,為參檢設備的定期檢驗提供了參考依據,為設備安全運行提供了有效保障。
關鍵詞:風險檢驗;壓力容器;壓力管道;失效模式;定期檢驗
基于風險的檢驗(Risk Based Inspection,RBI)技術在國內石化、電力等行業的應用已有十余年,并獲得了行業內的廣泛認可。RBI技術主要優勢體現在:不僅可以優化檢驗方案,而且可為企業提供一個完整的設備監測數據庫[1],同時RBI技術可使設備工程師或工藝工程師對設備的腐蝕有一個全面的認識,為待檢設備的延期檢驗提供理論依據和數據支持。
應用基于風險的檢驗(RBI)技術,對某廠空氣分離裝置中的26臺容器及163條管道進行風險評估,并依據其潛在的失效模式和計算所得的風險等級制定了合適的檢驗策略,為該廠2019年12月的停車大修提供建議和指導。
1 RBI技術介紹
RBI是一種基于風險的檢驗技術,通過對在役設備存在的風險進行詳細分析,再對設備風險等級進行劃分,并制定合適的檢驗策略,既可保障設備安全運行,也可合理地降低檢驗成本[2]。RBI將設備風險定義為兩項,即失效可能性和失效后果嚴重程度[3]。
通過采用RBI技術,制定科學合理的定期檢驗計劃,可有效地預防高風險設備的失效[4]。整個RBI技術實施流程如圖1所示。
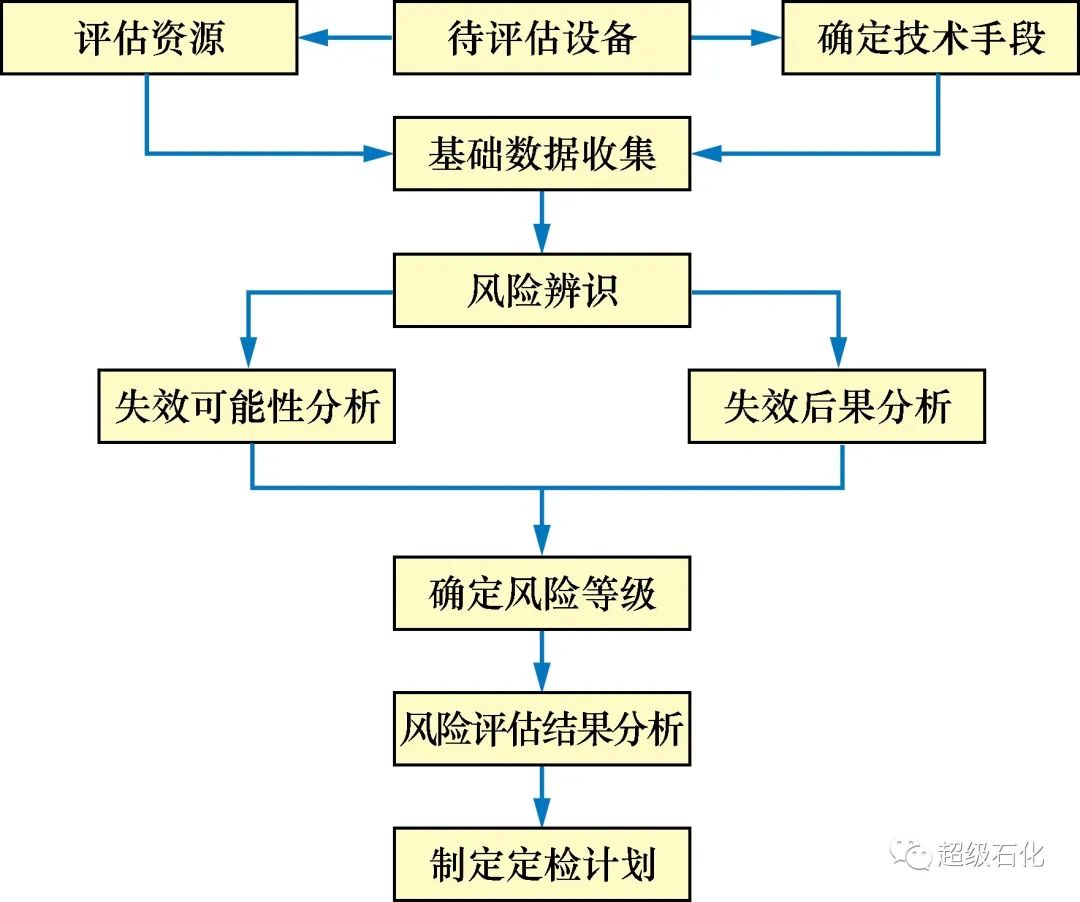
圖1 RBI技術實施流程示意
2 裝置介紹及腐蝕分析
2.1 裝置簡介
該空氣分離裝置投產于2009年,主要包括兩套45 000 m3/h的氧氣空分裝置,產品包括液態O2、液態N2、高壓O2、中壓N2和低壓N2等。該裝置原料為空氣,設計年產量O2為66 000.69×104 m3,中壓N2為23 500.87×104 m3,低壓N2為12 800.55×104 m3。此次參與風險評估的容器和管道數量統計見表1。
表1 設備風險評估數量統計

2.2 腐蝕定性分析
通過對該空氣分離裝置中的腐蝕介質成分進行分析,并參考國內同類裝置的腐蝕失效案例,初步確定了該裝置中潛在的失效模式主要有:氯化物應力腐蝕開裂、保溫層下腐蝕和大氣腐蝕[5]。
3 BI風險分析及檢驗R策略
3.1 RBI結果分析
以該裝置的163條管道及26臺容器作為風險評估對象,根據標準程序實施RBI技術作業,采用專用的RBI評估計算軟件進行風險評估計算,評估結果采用風險矩陣來表示,見圖2。
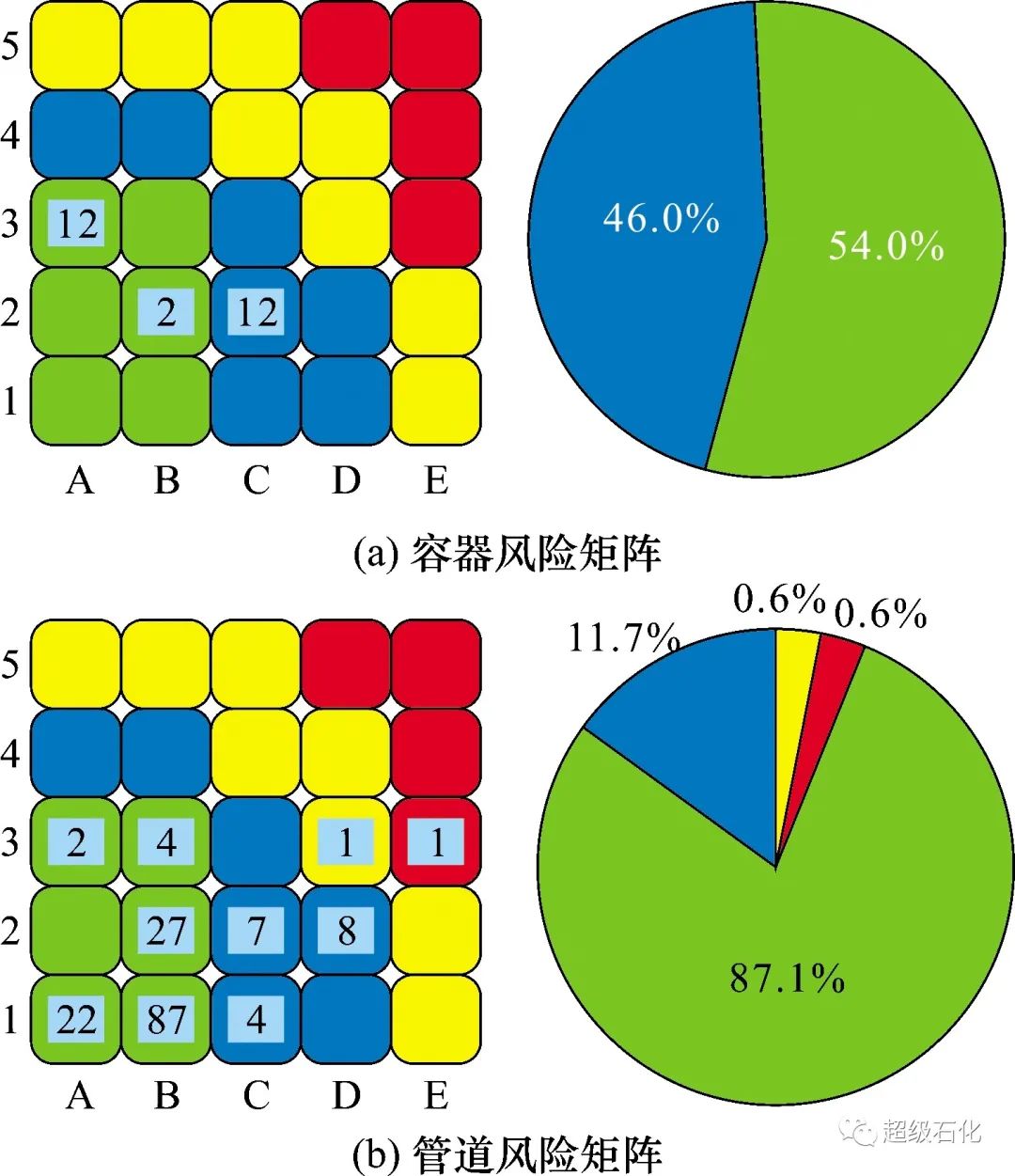
圖2 參檢設備風險矩陣
圖中橫坐標表示設備失效后果嚴重程度,共分為5個等級:A,B,C,D和E;縱坐標表示設備失效可能性[6],共分為5個等級:1,2,3,4和5。在5×5風險矩陣中,風險水平自左下角到右上角逐漸升高,共分為4個風險等級,分別為:低風險、中風險、中高風險和高風險。由RBI計算結果得出,空氣分離裝置中無高風險和中高風險的容器,高風險和中高風險的管道數量均為1條,處于中風險及低風險的容器和管道占大部分比例,風險統計結果見表2。根據風險評估結果,分析發現裝置的絕大部分容器和管道的風險等級均處于可接受范圍之內,未發現影響裝置安全運行的異常腐蝕情況。
表2 容器及管道的風險統計

3.2 基于RBI技術的檢驗策略
依據國內特種設備法規規定,再結合RBI技術計算結果、設備長期運行情況及往年檢驗數據,可以得出相應的定期檢驗策略,提出設備檢修開蓋及延期檢驗建議如下:
(1)高風險的容器一般需開蓋進行內部檢驗。
(2)中高風險、中風險和低風險的設備視失效可能性等級而定,失效可能性等級為1和2,如果損傷機理中無內壁應力腐蝕開裂或局部腐蝕的,一般可不開蓋檢驗;失效可能性等級為3的,視設備具體情況而定是否需要開蓋檢驗;失效可能性等級為4或5的,通常應安排開蓋檢驗。具體的檢驗周期及開蓋建議見表3。
表3 設備開蓋建議

續表3

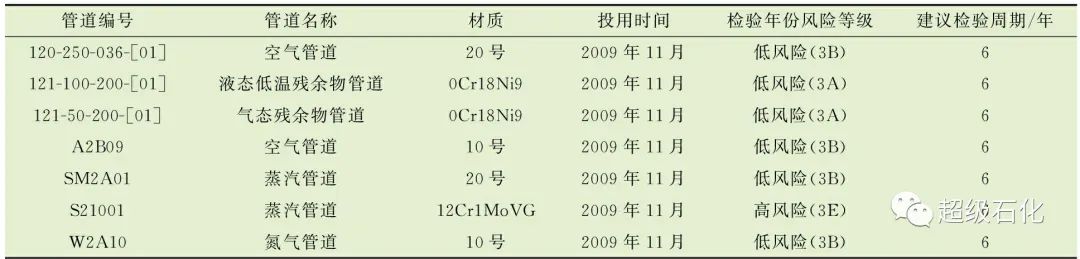
(3)根據生產需要將失效可能性等級大于或等于3的容器或管道作為裝置延期檢驗期間重點關注的對象。建議進行在線檢驗的管道見表4。
表4 管道檢驗建議
4 結 論
(1)應用基于風險的檢驗(RBI)技術,對空氣分離裝置中的26臺壓力容器及163條壓力管道進行風險評估。
(2)評估結果顯示:空氣分離裝置中無高風險和中高風險的容器,高風險和中高風險的管道數量均為1條,絕大部分容器和管道的風險等級均處于可接受范圍之內。
(3)通過RBI技術的應用,制定了相應的定期檢驗策略,建議進行開蓋檢驗的中風險的容器有5臺,低風險的容器有21臺,建議進行在線檢驗的高風險的管道有1條,低風險的管道有6條。
參考文獻
[1] 陸秀群,陳煒,喬光譜,等.RBI技術在國內的發展狀況及在石化裝置中的應用[J].化工機械,2014,41(2):147-149.
[2] 趙敏珍,謝國山,姜海一,等.RBI技術在煉化企業設備管理中的應用[J].中國特種設備安全,2010,26(2):65-67.
[3] KIM J D,CHOI S C,CHOI J B.Development of a Web-based RBI Program for LNG Plant Considering Cryogentic Enviroment[C].Toronto:ASME,2012.
[4] 師統麾.基于風險的檢驗(RBI)用于LNG儲罐風險評估的改進研究[D].成都:西南石油大學,2017.
[5] American Petrolemn Institute.Damage mechanisms affecting fixed
equipment in the refining industry:
API 571—2011[S].Washington,D.C.:American Petrolemn Institute,2011.
[6] 李云振.RBI技術在熱力管道定期檢驗中的應用[J].區域供熱,2018(6):89-92.
作者:元達惠,孫 杰 (廣東省特種設備檢測研究院)


