








發表時間: 2024-04-08 09:07:34
作者: 石油化工設備維護與檢修網
瀏覽: 907
摘 要:催化裂化裝置原料油進料噴嘴堵塞會造成裝置加工量受限、產品輕油收率下降,嚴重時還會造成裝置非計劃停工。對于噴嘴的完全堵塞,之前并無成熟的在線處理辦法。通過綜合應用帶壓開孔技術與高壓清洗技術,研制專用填料密封函,并設置合理的工作流程,實現了催化裂化裝置原料油噴嘴堵塞的在線疏通,可避免裝置停工帶來的經濟損失及安全風險。該技術對其他設備、管道的在線清洗、疏通具有借鑒意義,有廣泛的應用前景。
關鍵詞:催化裂化裝置;噴嘴;在線疏通;帶壓開孔;高壓水槍

某煉化公司340萬t/a催化裂化裝置采用KH型原料油噴嘴,10組對稱布置。該裝置完成停工檢修后,在開工初期,出現處理量受限的情況。通過采取油路提壓、調整油汽比等措施進行調整,最高也只能達到設計加工量的94%。
分兩個階段對上述問題進行排查。首先是通過噴嘴前壓力、噴嘴本體聲音、溫度判斷可能出現堵塞的噴嘴,然后再對可疑的噴嘴進行單組切出試驗。將試驗結果與處理量數據進行比對,確認是兩路噴嘴堵塞引起的。
催化裂化裝置是國內汽柴油的主力加工裝置,而沉降器原料油噴嘴是催化裂化裝置的原料油進料噴嘴。若噴嘴堵塞,會造成原料油霧化效果下降、加工量低、收率低、結焦增加等諸多問題,嚴重時甚至需停工處理。因此,亟需一種可行的噴嘴在線疏通方式,以應對上述問題。
1 噴嘴類型
催化裂化裝置使用的沉降器原料油進料噴嘴主要型式有CS型、KH型、BWJ型、CCK型、UOP型等。其中廣泛使用的是洛陽森德石化有限公司生產的CS型噴嘴和北京科力青科貿有限公司生產的KH型噴嘴。
CS型噴嘴與KH型噴嘴都具有操作彈性大、霧化效果好、低霧化蒸汽比等特點。其中CS型噴嘴傾斜45°安裝,兩路進汽,多級霧化,采用鴨嘴式噴頭;而KH型噴嘴傾斜37°安裝,一路進汽,單級對稱雙霧化噴口,采用豬鼻式雙孔噴頭。兩種噴嘴示意分別見圖1和圖2。

圖1 CS型噴嘴
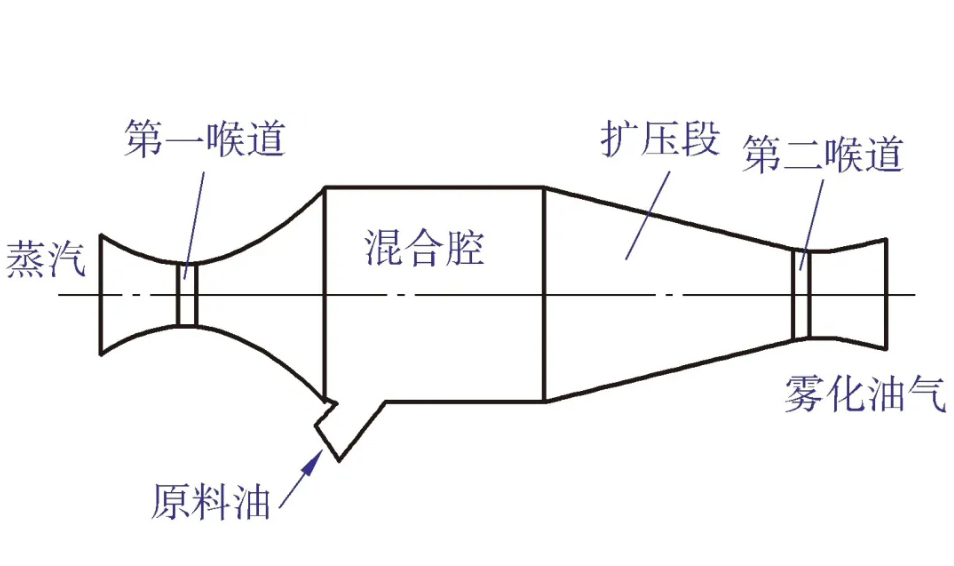
圖2 KH型噴嘴示意
2 堵塞問題
2.1 堵塞原因
原料油噴嘴堵塞多發生在開工初期或緊急停工后重新開車階段。堵塞主要原因有:
1)檢修期間噴嘴保護不力,施工雜物或焦塊進入噴嘴,卡住流道。
2)開工催化劑流化階段,噴嘴保護蒸汽或保護風不足,催化劑反串進入噴嘴。進油后,油與催化劑混合和泥,堵塞噴嘴通道。
3)油路管道內沉淀物多,開工初期帶進噴嘴,引起不暢。
4)緊急停工時,未及時投入保護蒸汽,催化劑下落進入噴嘴,停工后未予疏通。
5)投用初期噴嘴內部結焦。
2.2 堵塞部位
從噴嘴結構上看,主要可分為油路、汽路、油汽混合腔及噴頭。純粹的蒸汽、原料油流動性好,并不會使噴嘴發生堵塞。而催化劑、焦塊或檢修期間施工雜物是從噴頭孔進入油汽混合腔的,故絕大多數噴嘴堵塞部位都是在油汽混合口至噴頭中間段。開工催化劑轉劑階段,在噴嘴無風保護時,也可能會有部分催化劑進入到噴嘴汽路。
2.3 堵塞程度
堵塞程度分為局部堵塞和完全堵塞。局部堵塞大多為施工雜物、焦塊進入混合腔,卡住部分流道所致,能維持噴腔內部正常流速的情況下,一般堵塞物會被逐漸磨損,自行疏通。完全堵塞指不能流動或流動量微小,無法依靠自身流體的沖刷性帶走堵塞物的情況。若發生嚴重堵塞,時間一長就會造成噴嘴內部結焦。從試驗情況看,上述兩組噴嘴屬于完全堵塞。
3 現有在線處理技術
催化裂化裝置停開工、檢修時間長,相應的經濟損失較大。以300萬t/a催化裂化裝置為例,緊急停開工檢修1次需7d左右,損失超千萬元,且停開工過程本身安全、環保風險也較大。因此,實現噴嘴的在線疏通、避免裝置非正常停工是十分必要且緊迫的任務。目前在線處理噴嘴堵塞的方法歸納起來主要有以下幾種:
1)外部物理敲擊。用大錘對噴嘴外部不同部位進行敲打,配合管道內部自身的壓力,震落或震松堵塞物。由于高溫下催化劑油泥會變脆,更容易松動,因此也可配合外部烘烤。這種方法通常只在堵塞初期或堵塞距離短的情況下有效果。
2)利用高壓介質頂管。通過閥前法蘭配管,引壓力更高的蒸汽、水等介質,利用其高壓進行疏通;或連接臨時打壓泵打壓進行疏通。這種方法的最高可使用壓力受到管件承壓能力的限制,在堵塞嚴重時,也很難起到效果,更無法完全疏通。
3)溶劑油浸泡。該方法效果不明顯,且局限性大。首先,因堵塞介質不同,溶劑油的選擇比較困難。另外,局部堵塞時,會有大量溶劑油進入沉降器內;而完全堵塞時,溶劑油又難以完全穿透堵塞層。
4)切出不處理。這種方法需同時停用對噴的另一組噴嘴,犧牲了處理量及霧化效果,對產品收率也有不良影響。可選擇將提升管上部回煉油和油漿回煉噴嘴改為原料噴嘴的方式挽回部分加工量損失,但該方式在多個噴嘴堵塞時不適用。
4 原料油噴嘴在線疏通技術
4.1 原料油噴嘴在線疏通技術簡介
本文案例結合帶壓開孔技術及高壓清洗技術,開創了原料油噴嘴在線疏通的新方法。這種新方法首先要找到能直線到達堵塞部位的清洗路徑,并進行帶壓開孔,然后制作專用填料函,使用水槍及噴頭逐漸往里清洗,一步步疏通噴嘴。該方法能疏通絕大多數堵塞物,且不受堵塞距離、堵塞部位的影響,可用于完全堵塞、局部堵塞情況,應用范圍廣,疏通效果好。
4.2 主要步驟
全程主要采取了以下技術手段。
4.2.1 確定疏通路徑
因高壓水槍桿是硬管,因此,采用水槍制作的清洗工具,需要找到能直線到達堵塞位置的開孔點。圖3 中藍色圓點為選定的開孔點,圖4為開孔位置的放大圖。若堵塞距離長或多處堵塞,1個開孔點水槍桿不能到達時,可另找位置增加開孔點。
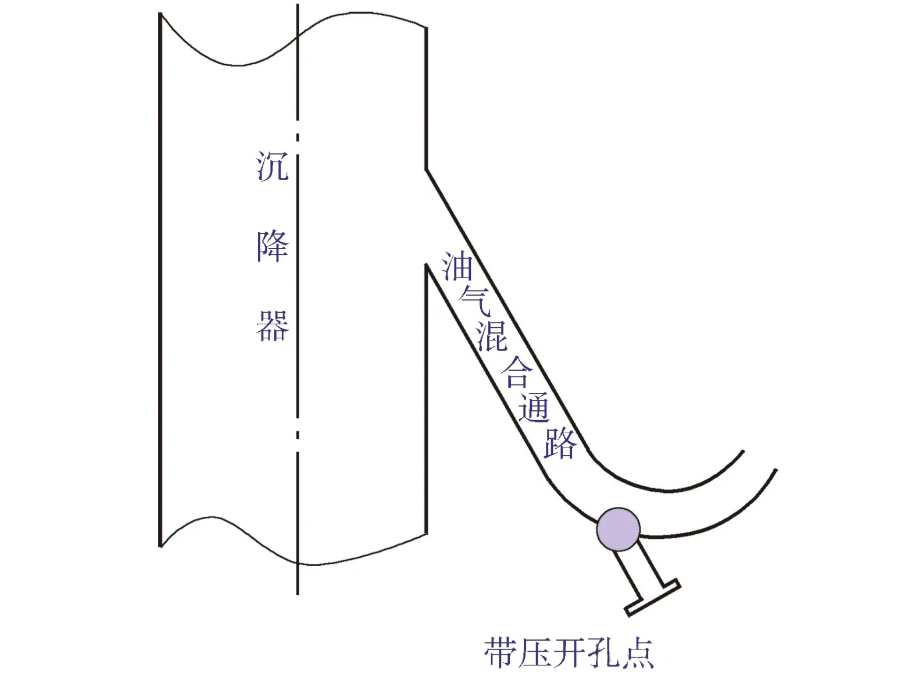
圖3 開孔點位置示意
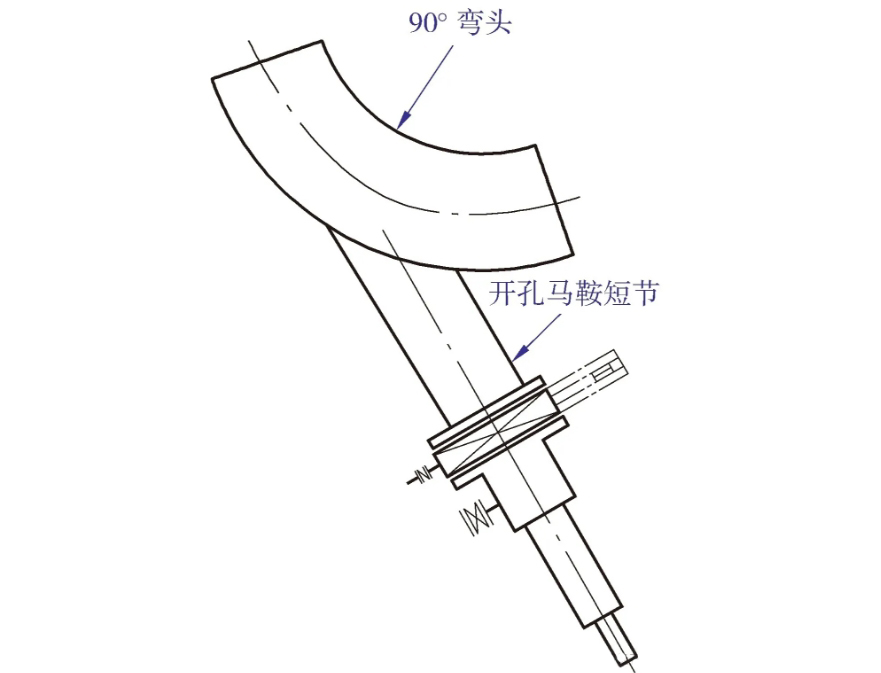
圖4 開孔位置結構示意
4.2.2 選定帶壓開孔的工具及方法
由于本文案例中帶壓開孔位置位于彎頭上,而小彎頭上補強板無法安裝,因此采用馬鞍短節與之連接。短節與彎頭的焊縫為角焊縫,需保證焊縫高度飽滿,另外還加焊了3個加強筋板。帶壓開孔方式根據開孔點位置而定,本文案例中應用了管道帶壓開孔技術。帶壓開孔本身的技術要求,這里不再贅述。
4.2.3 選定清洗水槍尺寸和噴頭的型式
本文案例中疏通的催化裂化裝置KH型原料油噴嘴結構見圖5。需清洗部位為原料油、蒸汽混合口,混合腔及擴散段,最小喉徑為25mm。故選用φ14mm水槍桿,環型、直噴型兩種噴頭。
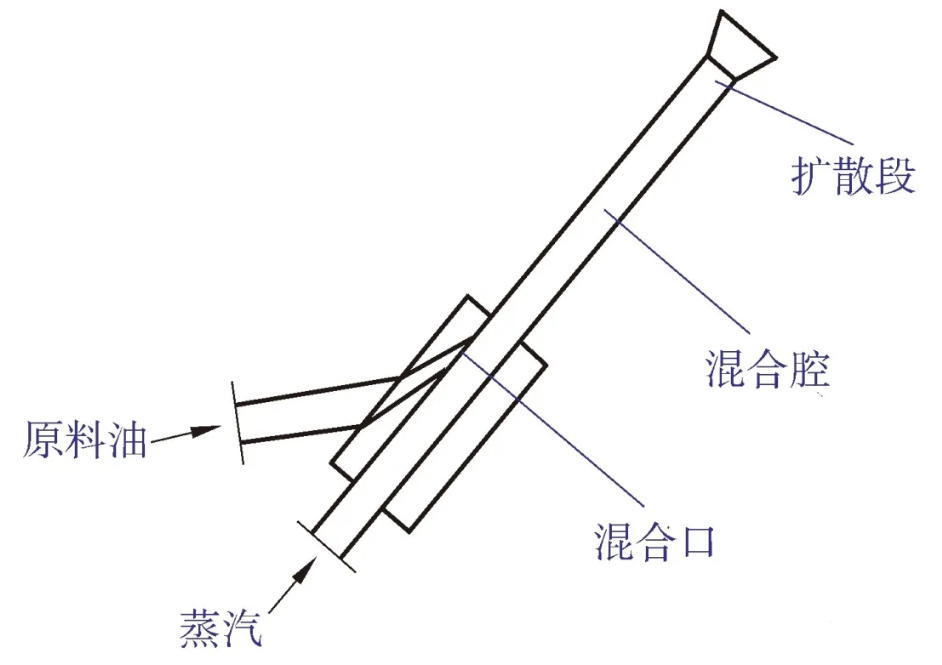
圖5 KH型噴嘴結構示意
4.2.4 制作專用填料函體
使用高壓水槍對帶壓系統內部進行水力清洗時,需要專用的密封結構,實現在線處理時的密封、排放、檢查。
本文案例中的密封函專門針對高壓水槍的結構制作,能滿足在線清洗時的密封,防止介質倒串;此外,還設置了導淋口,可用于排放及檢查。
專用密封填料函技術特點如下:
1)與高壓水槍桿外徑匹配的截流孔徑。控制截流孔與高壓水槍桿的配合尺寸,使截流孔徑比高壓水槍外徑略大,這樣既能保證高壓水槍的通過性,又能起到一級節流作用。
2)填料函尺寸及填料安裝方式。選用方形石墨填料,根據水槍桿及填料尺寸設計填料段內徑,并根據內部壓力設計合理的填料段長度。安裝填料時,先放入高壓水槍桿,然后逐圈壓緊填料,最后安裝填料壓蓋。作業過程中可通過調節填料壓蓋螺栓來松/緊填料。
3)設置排凝口及密封氣口。排凝口用于清洗時的排水及拆除填料函前的檢查、泄壓。密封氣口可選擇性設置,在允許外部氣體進入系統內部時可使用。保護氣可選用氮氣等氣體,用于對內部介質的密封。操作時可打開保護氣,調節其壓力至略高于內部介質壓力。略開排凝閥,當排出的氣體為保護氣時,即可達到保護內部介質不外漏的目的。填料函示意見圖6。
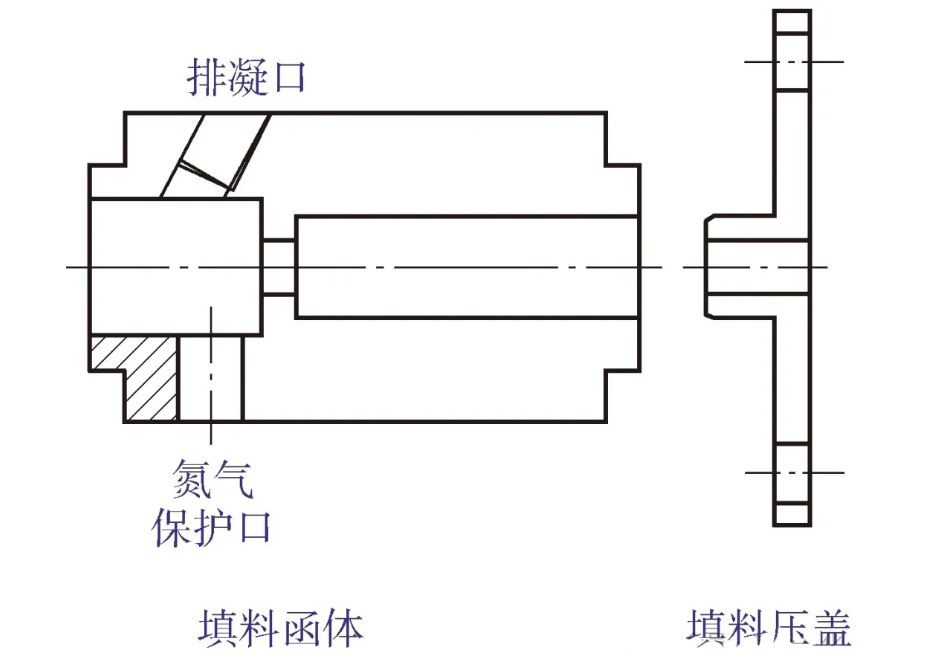
圖6 填料函示意
4.3 清洗過程控制
本文案例中催化裂化裝置使用該填料函體,完成了原料油噴嘴的在線疏通。案例中的內部介質溫度超過600℃,作業過程中該填料函體能完全密封內部介質,并確保作業過程安全。
清洗設施連接示意如圖7所示。清洗過程如下:關閉原料油路閥門,關小蒸汽路閥門,使蒸汽壓力略高于沉降器內壓力;打開填料函保護氮氣,略開填料函導淋閥;打開帶壓開孔新增的切斷閥,推進水槍桿至需要清洗部位(需要事前在水槍桿上做好標記,以確定噴頭實際到達的位置),進水清洗;清洗過程中可開大填料函導淋閥排水,排水量大時,需要間斷清洗,避免因排水不及而導致內部憋壓;清洗完畢后,將水槍退至切斷閥外(清洗前測量位置并做好標記),關閉切斷閥;關閉填料函保護氣,拔出水槍。根據需求,可更換不同型式的噴頭(前噴、斜噴、側噴等),進行多次疏通。根據需求,還可選用不同等級的清洗壓力。施工區域應注意通風。
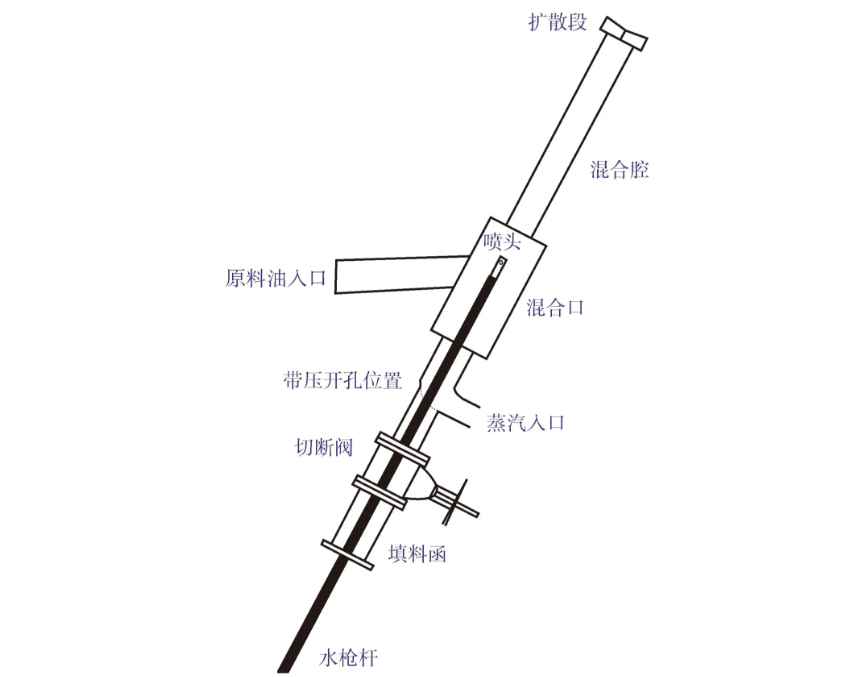
圖7 清洗設施連接示意
5 在線疏通實施效果
5.1 實施前后對比
在線疏通實施前,該催化裂化裝置處理量380t/h(設計最大值440t/h,正常值404t/h),噴嘴前油路壓力1.12MPa,霧化蒸汽9.5t/h。此時霧化比已降至2.5,繼續提量還會進一步下降,存在霧化不良的風險。此外,噴嘴前油路壓力達1.12MPa,也已接近原料油泵的最大能力。針對此情況,雖然進行了優化操作,并采取了放開副線閥等手段,但收效甚微。經過前期測溫、聽聲篩查,判斷出可能發生堵塞的4個噴嘴并進行切出試驗。結果顯示,編號為A2的噴嘴切出后處理量只下降了2t/h,說明其明顯存在堵塞問題。
使用該技術完成了原料油噴嘴的在線疏通后,在同樣的380t/h處理量下,噴嘴前油路壓力下降至1.04MPa,霧化蒸汽提高到12t/h。經分析比對,各參數均達到設計點,判斷噴嘴已被完全疏通。
5.2 經濟效益
實施后裝置處理量提高至400t/h,原料加工量增加20t/h,按油利潤260元/t、裝置年運行時間8400h計算,裝置收回效益約4368萬元/a。
對產品收率及裝置長周期影響,未作數據估算。
6 結語
實踐證明,通過該技術解決催化裂化裝置原料油噴嘴堵塞的問題是可行有效的。該項技術除用于催化裂化裝置原料油噴嘴外,還可廣泛應用于各類直通型噴嘴疏通,對其他型式噴嘴或其他設備管道的疏通也具有借鑒意義。該技術可避免因堵塞造成的停工或低負荷運行,應用前景廣闊。


